2023-01-03 16:59:42
文摘分析比较了三种软件在饭金数控设备上应用的优缺点,提出并实验了一种联合使用CAD/CAM软件的方法,发挥了各软件的优势,从而大大提高了饭金数控加工设备的生产效率。
1 概述
大型数控加工设备给机械加工行业带来的益处并不仅限于提高了加工精度、减轻了工人的劳动强度,实际上,数控设备的广泛应用使生产自动化、管理自动化(包括无图加工等)成为可能,这是一场包括生产管理在内的生产方式的变革。因此,如何最大限度、最有效地发挥数控加工设备的能力就成为这场变革的一个关键。
通常,各个数控加工设备的生产厂商提供不同的NC代码和特殊的编程语言,因语言过于简单、编程麻烦,所以用户使用起来很不方便。尤其是拥有数控冲床,而生产批量小、零件类别多的单位,数控设备的实际利用效率非常低。
为了有效地利用数控冲床的加工能力,并且为将来的无图加工作准备,我们决定引人先进的CAD/CAM软件作为软件平台,利用其优秀的建模功能、绘图功能以及后置处理(自动生成机床加工G代码)的功能,使数控冲床发挥最大的使用效率。
经过调查研究,我们选取了三种CAD/CAM软件作为选用比较的样本:美国公司的Pro/ENGINEER、以色列的Cimatron系统、英国的Radan饭金加工软件包。
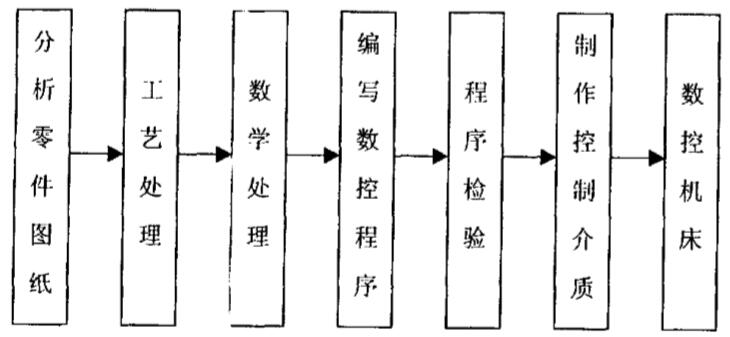
2 三种软件的比较(见表1)
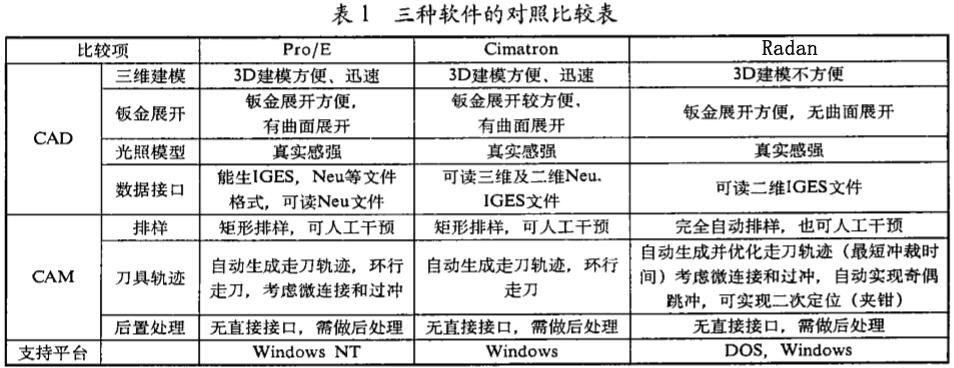
通过调查研究发现:
A.在功能上和基本相同,二者都以良好的三维建模、迅速的饭金展开见长。
——强大的三维建模功能:参数化设计,方便、迅速地建立各种复杂零件的三维线框造型、实体模型、曲面造型(包括曲面求交、曲面混合等)。
——迅速的饭金展开功能:将三维立体饭金零件迅速展开(包括曲面的展开)。
二者共同的缺点是:由于二者均以精密数控铣削加工为主要对象,对饭金数控加工的考虑较少,因此将其直接应用于数控冲床上有诸多不便,如不能实现完全的自动排样、材料利用率低;环行走刀,机床使用效率低;另外,在微连接、过冲、奇偶跳冲,二次定位等方面的考虑也较为欠缺。
B. Radan恰好相反,由于它是专门的饭金加工CAD/CAM软件,因此它在扳金数控冲床上的设计显得十分详尽。
——自动排样:基于用户定义的排样件规划文件,基于合理、使用率最高的排样规则自动生成排样图。得到材料使用率最高的、机床调整时间最短的、满足用户要求的排样图。
——刀具轨迹优化:根据工件上的各种孔形、排样件的排样结果,基于软件本身的合理的轨迹优化规则,自动优化刀具轨迹,以生成刀具轨迹最短、加工时间最少、机床使用率最高的NC代码文件。
——自动生成操作工艺文件:自动生成数控加工操作工艺文件,用户可以在工艺文件上自己定义参数。
我单位的生产实际恰恰是批量小,零件多。过去大量的手工绘制的图纸(包括用AutoCAD绘制的图纸)现在仍需继续使用,而这些图纸却无法直接用在数控设备上,必须在CAD/CAM软件上建立其三维立体造型。因此,单用上述任一软件都有不便之处。
为此,我们决定采用合二为一的办法,联合使用Pro/E(或Cimatron)的强大的CAD三维造型和饭金展开功能及Radan的详尽的饭金CAM自动排样、自动优化走刀轨迹等功能,扬长避短,发挥它们的最大优点,得到最满意的应用效果。
我单位目前正在推广使用Por/E,所以我们采取的是Pro/E和Radan的联合使用。两种软件联合使用的关键在于数据文件的正确转换。为了证实这种方法的可靠性,在各软件之间进行了多种数据文件的转换实验,具体实验方法如下:
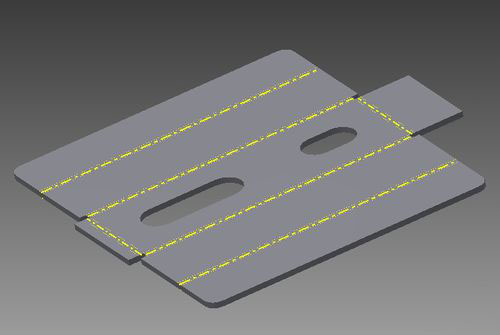
——用Po/E建立三维饭金零件造型,并且展开生成展开件,形成Po/E的.Prt(零件)文件。——用Pro/E的文件转换模块,将展开件的.prt文件转换成标准图形文件.IGES、.DXF。
——用Radan的CAD文件接口读人.IGES或.DXF文件。
数据转换结果正确、无丢失线条的现象、尺寸完全正确,符合预期目的。实验证明:该方法简单、有效、可靠性好。
3 结束语
有效地发挥数控加工设备的能力是提高生产效率、实现管理自动化的一个关键。数控设备的加工效率高,而编程麻烦。根据本单位实际情况,因地制宜地选取适宜的CAD/CAM软件将充分发挥数控加工设备的加工能力,大大提高加工效率。将两种功能互补的CAD/CAM软件(pro/E和Radan)联合使用产生数控加工G代码的方法,为CAD/CAM软件的选用提供了一种新的有效、便利的手段。
13713208199