
2023-01-03 16:56:02
摘要使用AutoCAD手工绘制钣金件下料图,尺寸计算很容易出错、效率低下,已远远满足不了市场需求,使用三维软件生成展开图正确率、工作效率都非常高。三维软件很多,本文论述了常用的Pro/E软件精准生成展开图的方法。
近年,Pro/ENGINEER软件的钣金件模块已普遍应用于钣金件设计,使用Pro/E的“平整形态”功能,可将3D图展平,再转成CAD格式的展开图。生产单位工艺人员如何利用已有的3D图精准控制展开尺寸生成下料图,保证折弯成型尺寸是很关键的,这已经是工艺人员必须掌握的一门基本技术。下面简要说明传统AutoCAD展料方法及使用Pro/E展料方法的操作要领,最后概述Pro/E软件在设计工装、样板上的应用。
1 传统方法使用AutoCAD绘制展开图
使用CAD绘制展开图需对展开尺寸、孔位尺寸等进行计算,计算基本原理:L=L1+L2+L3……+Ln-(n-1)×2t+(n-1)×Δ,L:展开总长;L1~Ln:每条边的外皮尺寸;n-1:折弯次数;t:板厚;Δ:展开系数(每道弯展开长度经验补偿值)。此处的Δ值与折弯角度、折弯R角、板厚、材质、下模开口V的大小都有关系,由经验获得。这种方法主要缺点是尺寸计算、线条绘制工作量很大、容易出错、不能及时发现设计问题。
2 使用Pro/E绘制展开图
打开已有的3D图→创建零件的平整形态→新建绘图文件,保存副本为AutoCAD的dxf格式文件的展开图,如图:
无论配件多复杂均可在半分钟内完成展开图。3D建模时必须使用统一的标准,如折弯内圆弧角R等于板厚、设置正确的止裂槽,否则展开尺寸就会有偏差或满足不了折弯工艺要求。
2.1正向建模时精准控制展开尺寸
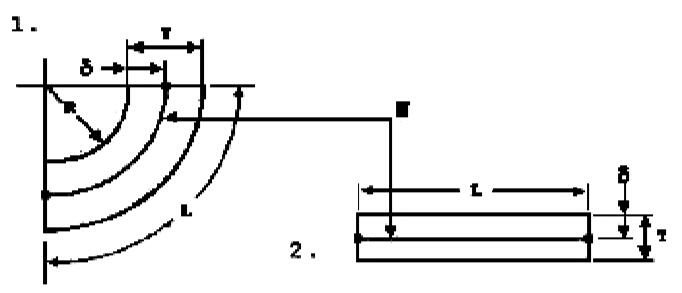
正向建模时,3D图通过一个个的壁特征(拉伸壁、平整壁、法兰壁等)和孔特征等生成模型,在Pro/E中设置适当的K因子即可得到理想的展开长度,K因子概念:K=δ/T,如图,图1为折弯后的圆弧角,图2为圆弧角的展平状态,N所指为中性层,即折弯时长度不变的面,K越大,展开长度L越长。同等工艺条件下K和Δ,可通过公式换算,如2mm板Δ=0.5时,K=0.4324。薄板折弯时Δ与板厚基本成正比,折弯角度对Δ的影响很大,选用Δ值需要丰富的经验,但同种材料的K因子基本为定值,不受折弯角度影响,使用非常方便。
2.2 逆向建模时精准控制展开尺寸
如果3D模型是使用原有旧的展开图经过添加“折弯”特征,再经修改后得到的模型,这种模型展开时,修改K值是无效的,展开尺寸不受K影响,完全和旧展开图相同。
如果原图旧的Δ值不是展开所需新Δ,折弯后达不到尺寸要求,就要设置新K,逐个将每道弯的圆弧角展开尺寸改为“返回到被驱动”,其值即改为2t+新Δ(切记改完后不能再生零件,不能保存零件,否则模型尺寸将被改变,展开尺寸仍为旧的),然后展平即可得到理想的展开图。
对于折弯很多的复杂零件,逐个更改每道弯的圆弧角展开尺寸比较麻烦,也可先将零件3D图转为stp格式文件,再在Pro/E中打开,更改K因子后展开得到理想的展开图。
2.3 重要的配置选项
Pro/E的config.pro配置文件设置软件后台运算方法的缺省设置,放置在启动目录中。为了保证展开图的大小比例为1:1,这几个配置选项很重要:dxf_out_drawing_scale,设置值no,指定是否将绘图比例导出到DXF文件;dxf_out_scale_views,设置值yes,指定导出到DXF文件时是否缩放绘图视图;template_sheetmetalpart设置模板文件的路径。设置好配置选项、模板文件,对提高绘图效率和改善系统性能都很有帮助。
3 使用Pro/E检查零件间的干涉
在组件图中使用全局干涉分析功能,可分析出零件之间是否有干涉,从而提前发现零件的设计问题,及时修改,避免了重新制作零件,节约了生产成本、缩短了生产周期。
4 使用Pro/E设计工装、样板
工装、样板是用来保证多个配件组装时的定位关系。因为Pro/E是参数化绘图,参照产品模型,可在组件中方便地设计工装、样板的零件,产品更改后工装自动更改,避免了单独设计时计算尺寸的麻烦,提高了工作效率。同时也可在工装样板上设置“防误机能”防止配件方向装错,也可在样板上开断焊焊缝位置缺口,省去烦琐的画线工作。
13713208199






